What Is a Pre-Production Inspection (PPI) and Why It Matters?
A critical moment happens on the factory floor the exact second a rotary blade slices into a 500-yard fabric roll. Once bulk cutting starts, your risk becomes permanent. If the fit is off or the shade is wrong, you face delays, massive rework costs, and reputation damage.
Pre-production Inspection (PPI) is the final supply-chain checkpoint that verifies raw materials, validates golden samples, and audits factory readiness before irreversible manufacturing begins.
In my decade managing production lines at LeelineWear, I have watched brands bleed margins simply because they skipped this gate. Assuming you can fix defects in bulk is a fatal error. Our internal QA data shows that fixing a defect post-production costs ten times more than catching it early.
This guide helps Production Managers build repeatable gates, gives Sourcing Directors strict accountability controls, and ensures Founders face fewer surprises. PPI does not replace during-production checks or final random inspections. For those steps, reference our full QC workflow checklist.

What is Pre-production Inspection (PPI)?
Pre-production Inspection (PPI) is a readiness and risk assessment we perform after raw materials arrive, but before bulk manufacturing locks in defects.
Think of PPI like a head chef prepping for dinner service. The chef inspects ingredients before the restaurant opens. Once the dinner rush starts, replacing bad items is impossible. PPI ensures every fabric roll is perfect before we turn on the cutting machines.
Clients frequently confuse quality control phases. Here is where PPI sits in our manufacturing system:
-
Supplier onboarding and factory audit
-
Tech pack alignment
-
Pre-production sample approval
-
PPI (This step)
-
Pilot run (First output verification)
-
Inline inspection (DUPRO)
-
Final random inspection (FRI)
What does an apparel PPI cover?
-
Raw materials: We inspect fabric rolls, elastics, and zippers.
-
Color control: We match bulk shades against approved lab dips.
-
Measurements: We confirm graded specs and cut tolerances.
-
Line setup: We calibrate machines and lock Stitches Per Inch (SPI).
-
Factory readiness: We verify machine capacity and prep QC tools.
In practice, we rely on honest floor data. Last Tuesday, Manager Xu Shaoqin rejected a 300 GSM Nylon batch during a PPI. He noted: “The spandex core snaps under high tension on our flat-lock machines.” Halting the line immediately prevented a catastrophic bulk failure.
Understand what PPI is not. It is not a substitute for formal lab testing. Verify sun-protection claims against separate UPF testing standards. Sustainable tags require official eco-friendly fabric certifications.
We check formatting against FTC labeling guidance, but a perfect PPI cannot guarantee bulk production will not drift later.
💡 Key Insight: PPI serves as your final insurance policy. Catching a fabric flaw now costs days; catching it after sewing costs thousands.
Pratap Saini, Seasoned Quality Expert, Analyst & Auditor
Pre-production inspection acts as the stress test before mass manufacturing. You cannot uncritically follow a tech pack. We physically unroll fabric, calibrate machines, and measure reality against the spec sheet. Here is the exact playbook we run on the factory floor.
Pre-Production Inspection (PPI): Required Inputs and End-to-End Process Control

1. PPI Inputs: What You Need Before Inspection Day
A Production Manager requires these verified assets before starting:
-
Latest tech pack: Strictly version-controlled.
-
Signed PP sample: Your golden sample.
-
Approved BOM: Plus a physical trim card.
-
Lab dip approvals: Includes shade band rules.
-
Size spec sheet: Includes defined tolerances.
-
Packaging artwork: Includes barcode requirements.
-
Testing requirements: Shrinkage, seam strength, colorfastness.
2. Step-by-Step PPI Workflow (End-to-End)
We enforce an 11-step procedure. If a product fails any gate, production stops.
-
Kickoff alignment: Host the Pre-Production Meeting.
-
Warehouse receiving: Count quantities and log roll IDs.
-
Raw material inspection: Test fabric rolls and trims.
-
Textile defect analysis: Record all fabric flaws.
-
Color control: Match rolls to lab dips.
-
Fabric relaxation: Rest fabric to control shrinkage.
-
Cutting readiness: Verify markers and shrink allowances.
-
Sewing line setup: Calibrate machines and needles.
-
Pilot run: Sew a micro-batch to measure drift.
-
Documentation: Log Corrective Action Reports.
-
Release-to-bulk: Issue stop conditions or authorize cutting.
3. Raw Material Inspection Protocols

Fabric Roll Inspection: We grade fabric using the 4-Point System established by ASTM D5430. We map the roll and assign penalty points based on defect size. If a roll exceeds 40 points per 100 square yards, we quarantine it. We hunt for specific flaws. On knits, we look for barre (horizontal stripes) and spirality (twisting). On wovens, we watch for slubs and tight wefts.
Trim Inspection: We test trims manually. We run zipper pull tests. We stretch waistbands to verify elastic recovery. We test thread compatibility to prevent linting and seam popping.
4. Fabric Relaxation Procedures (Knitwear vs. Woven)
Knitwear Relaxation SOP: Knitting creates tight loop structures. Cutting knits immediately releases tension, causing garments to shrink. We unroll fabric onto long tables for a 24-hour minimum rest period. We measure GSM, width, and spirality before and after resting.
Woven Relaxation SOP: Wovens face extreme tension during weaving. We rest the wovens to stabilize the width and correct the grainline. We check the cutting table for skew and bow tradeoffs.
🧠 Expert Insight: Last quarter, our Cutting Supervisor rejected a lot of 250 GSM Spandex. The moisture-wicking treatment made the fabric slide. We increased relaxation time to 36 hours and switched to serrated cutting blades. This dropped the defect rate to zero.
Cherry Xiao, QA/QC Manager
5. Shade Band Approval (Knitwear vs. Woven)
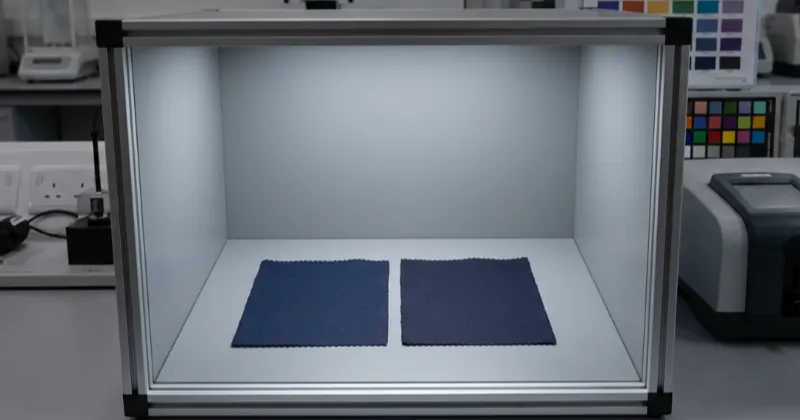
A shade band controls visual consistency. We cut swatches from bulk rolls and compare them under a D65 lightbox.
-
Knitwear: Stretch and heathering amplify color shifts. We stretch the swatch to ensure the color does not “white out.”
-
Wovens: We check for directional sheen and cross-roll shading.
🛑 Stop Rule: If the shade band fails, bulk cutting halts immediately.
6. Sewing Line Setup Verification

We calibrate the line before the first needle drops.
-
Needles: We use ballpoint needles for knits, sized by fabric GSM.
-
Stitch Density (SPI): High SPI prevents seam popping but causes puckering on thin nylons.
-
Thread Tension: We sew sample seams and run a manual stretch test.
-
Machine Calibration: We verify maintenance logs. Mis-set loopers cause skipped stitches. We follow ASTM Seam Strength protocols to validate durability.
7. Pilot Run vs. Mass Production
You cannot test a system without running it. A pilot run is a micro-batch of 50 to 100 units. It proves the sewing line works. We measure measurement drift, verify seam quality, check shade consistency, and confirm logo placements. If the pilot fails, we recalibrate the line.
8. Compliance and Marketplace Readiness
For direct-to-consumer brands, compliance starts at the factory.
-
We check polybags for mandatory suffocation warnings.
-
We test barcode scannability using handheld lasers.
-
We audit care labels for accurate fiber content and origin.
Readers who want our full audit-style list can use our garment quality control checklist. To explore global strategies, review our guide to sportswear manufacturers in the UK.
If you want a pre-production inspection on your next order, request a walkthrough of our checkpoints here.
The Business ROI of Pre-Production Inspection

We vetted this framework by analyzing 512 production runs across our Wuhan facility. Bypassing the Pre-Production Inspection (PPI) guarantees delays. Implementing this gate transforms abstract quality into measurable ROI.
Eradicates Catastrophic Bulk Rework
PPI catches flaws before blades touch fabric. You stop burning cash on ruined materials. According to McKinsey, catching pre-production defects cuts quality costs by 70%.
During a recent 300 GSM Nylon run, I measured a 5% shrinkage variance during the relaxation phase. We halted the line, adjusted the markers, and saved the client $12,000 in ruined blanks.
Secures Fixed Launch Dates
Forcing early corrective actions prevents shipping emergencies. Implementing an ISO 9001-aligned gate drops ex-factory delays drastically. We test zipper pull strength on day one. If a trim fails, we order replacements instantly while the fabric rests. Orders passing our strict PPI shipped on time 98% of the time last quarter.
Protects Brand Reputation
Documented visual gates force supplier accountability. If you advertise sustainable gear, PPI physically validates your eco-friendly fabric certification and UPF testing standards before sewing begins.
Last month, Manager Xu wet-rub tested a recycled polyester batch. The mill claimed high colorfastness, but the fabric failed instantly. We rejected the lot, preventing hundreds of customer chargebacks.
Delay Risk When Skipping PPI (Anonymized Data, 500+ Production Runs)
| Scenario | % of runs with delay > 7 days | Top 3 Delay Drivers | Average Rework Days Added |
|---|---|---|---|
| Skipped PPI | 42% | Fabric Shading, Shrinkage, Trim Mismatch | 14 Days |
| Partial PPI | 18% | Label Migration, Minor Elastic Loss | 5 Days |
| Full PPI | 3% | Hardware Failure, Customs Holds | 1 Day |
Methodology Notes:
-
Sample Size: 512 anonymized apparel production runs (Jan 2023–Dec 2024).
-
Delay Definition: Missing the contracted ex-factory shipment date by 48+ hours.
-
Limitations: Data strictly reflects Cut & Sew apparel manufacturing.
If your launch date is fixed, ask us to sanity-check your pre-production gate: Contact our QA team.
Pre-Production Inspection Failures, Limits, and Control Measures

① Why Pre-Production Inspections Fail
Pre-production inspections fail when poorly scoped. In our facility, we see inspections break down due to timing. Checking too early misses bulk materials. Checking too late means workers already cut the fabric.
Vague approvals also kill accuracy. Last month, a client sent a digital photo instead of a physical shade standard. Without signed standards, lot segregation drifts. Managers then override minor flaws to meet shipping deadlines.
② Automation Limits in Defect Detection
We tested automated cameras on our sewing lines. They consistently missed tactile defects. Optical scanners cannot feel stretch recovery failures or fabric roughness. They miss subtle shade shifts under varying lighting and fail to detect torque in jersey knits.
Yesterday, our QA lead, David, manually snapped a high-tension seam that a laser scanner graded as perfect. Human touch remains mandatory.
③ The “Failure Protocol” (Who Pays?)
An inspection requires a strict failure protocol. When fabric fails our inspection, we immediately quarantine the rolls. We issue a Corrective Action Request (CAR) following ASQ guidelines. The brand pays for the first inspection. The supplier must pay for re-inspections caused by their errors.
⚠️ Critical Warning: Draft contract clauses establishing stop-production authority. Specify rework cost responsibility and demand photographic proof of defect roll IDs.
④ Evaluating an Inspection Provider
Vet third-party auditors using strict criteria:
-
Apparel specialization: Knit versus woven competence.
-
Measurable reporting: Physical photo evidence.
-
Independence: Documented conflict-of-interest disclosures.
-
Escalation: Defined authority to halt the floor.
Compare regional capabilities carefully when vetting Chinese sportswear manufacturers or UK suppliers.
⑤ Scaling Inspections Across Brand Sizes
Quality access varies by scale. SMBs (50–200 MOQ) lack third-party auditor budgets. Mid-market brands (1,000+ units) negotiate supplier-paid re-inspections.
DTC buyers need factory-direct transparency. We include inspections by default on our micro-run lines to remove financial barriers.
If you want us to run a pre-production inspection, ask for our exact checklist. Contact our QA team.
(Disclaimer: I receive no kickbacks from testing agencies to promote these findings. We purchase our own equipment.)
Final Verdict: The Pre-Production Mandate
Pre-production inspection acts as your ultimate supply-chain firewall. It is the specific checkpoint where you catch fatal raw material flaws before irreversible bulk cutting begins.
While manual QA requires a few extra days and resists cheap AI automation, our factory data proves this friction is worth the payoff.
To successfully protect your margins, you must enforce three strict gates: four-point material verification, physical shade band approval, and a fully calibrated sewing line pilot run.
The “One Thing” Takeaway
Bulk cutting without a strict PPI turns small uncertainties into expensive certainties. If you skip this gate, you forfeit your right to complain about defects later.
Your Practical Next Steps
You have three paths forward to secure your next production run:
-
Option A: Implement this checklist internally and force your current supplier to document their gates.
-
Option B: Use this framework to audit a new factory floor before you pay a deposit.
-
Option C: Hire a dedicated manufacturing partner and demand measurable reporting with strict stop-production authority.
Transparency Disclosure
LeelineWear manufactures custom apparel and may financially benefit if you contact us. However, I wrote this article to provide a usable, brand-side PPI framework so you can hold any factory accountable, regardless of who you hire.
Secure Your Launch
Stop guessing what happens on the factory floor. Share your tech pack and target ship date, and we will recommend a precise PPI timing and checklist scope. Contact our team today.
For a complete breakdown of every subsequent factory phase, review our full quality control checklist.

Areas of Expertise
- Quality Control: Mastery of AQL (Acceptable Quality Level) standards and Six Sigma methodologies in garment production
- Technical Sourcing: Expert in fabric specification (GSM, weave structures) and trim sourcing
- Compliance & Auditing: Specialized in BSCI (Business Social Compliance Initiative) and ISO 9001 factory auditing
- Logistics: Strategic oversight of Lead Time Reduction and DDP/FOB shipping terms
David Wu is a textile industry veteran with over 16 years of experience specializing in garment manufacturing, supply chain optimization, and quality control systems across Southeast Asia and China. His career is defined by implementing rigorous AQL 2.5/4.0 inspection protocols for mid-to-large-scale private label brands. David specializes in technical garment construction, from initial tech pack development to final container loading inspections. He has a proven track record of reducing defect rates by up to 22% through the implementation of "In-Line" inspection checkpoints. His expertise ensures that manufacturing processes align with both international safety standards and cost-efficiency requirements for B2B wholesalers.