
Conventional wet processing is the single largest operational bottleneck in the textile supply chain — particularly for sportswear manufacturers reliant on high-performance synthetic fabrics. Standard dyeing methods consume between 100 and 150 liters of fresh water per kilogram of fabric, creating massive exposure to regulatory shutdowns and utility price spikes.
Waterless dyeing is a closed-loop coloration process that utilizes supercritical carbon dioxide (scCO2) or air technology to infuse pigment into fibers, eliminating the need for aqueous solvent baths.
For modern procurement teams, this technology represents a shift from managing pollution risks to optimizing input costs. We have witnessed sustainable textile processing evolve from a marketing “nice-to-have” to a hard operational necessity. When water scarcity impacts a region, traditional dyehouses stop; anhydrous facilities keep running.
In this analysis, we examine the commercial reality of water conservation in fashion. We break down:
-
The Mechanics: How Supercritical CO2 (scCO2) and Air Dyeing function on the factory floor.
-
The Hardware: The specific machinery requirements and commercial availability.
-
The Economics: The tangible impact on lead times and production costs.
We do not provide a theoretical “universal” cost premium, as these variables fluctuate based on fiber type (polyester vs. cotton) and volume. Instead, we equip you with the technical criteria needed to audit suppliers effectively.
Here is the operational breakdown of anhydrous technology.
What is Waterless Dyeing?
Waterless dyeing is the coloration of textiles using no process water as the dye carrier. Instead of a water bath, these systems use alternative vehicles—primarily supercritical carbon dioxide (scCO2) or pressurized air—to drive pigment into the fiber.
Think of traditional dyeing like brewing tea: you boil liters of water just to transfer flavor into a tea bag, creating a massive volume of wastewater. Waterless technology removes the water entirely, using pressure to transfer the “flavor” (dye) directly.
The System Boundary: A Critical Distinction
In our supply chain audits, we frequently encounter confusion regarding “zero water” claims. We rely on the System Boundary to verify these claims:
-
The Machine Boundary: The dyeing equipment itself uses zero water.
-
The Process Boundary: The fabric may still require scouring (cleaning) or finishing, which might use small amounts of water.
In practice: True waterless technology reduces water consumption by approximately 95% across the full processing chain, significantly relieving the wastewater load.
True Anhydrous vs. “Low-Water” Systems
To prevent greenwashing, we categorize technologies based on their transport medium.
1. True Waterless (Anhydrous)
-
Supercritical Fluid Dyeing (scCO2): Uses recycled CO2 heated and pressurized (typically above 31°C/74 bar) until it acts like a liquid solvent. It dissolves disperse dyes, penetrates the fiber, and evaporates for reuse.
-
Air Dyeing: Uses air to penetrate fabrics with dye, similar to how a scent permeates a room without wetting the walls.
-
Solution (Dope) Dyeing: Adds pigment to the molten polymer before the fiber is extruded. The color is intrinsic to the yarn, requiring no downstream dyeing.
2. Low-Water (Not Waterless)
-
Digital Textile Printing: often marketed as waterless, but usually requires steaming and washing to set the ink.
-
Low-Liquor Ratio Dyeing: Standard machines that simply use less water per kilogram of fabric.
Factory Glossary & Standards
To validate a manufacturer’s capabilities, we reference specific technical standards.
| Term | Definition |
|---|---|
| Supercritical CO2 | Carbon dioxide is held at a pressure where it possesses the density of a liquid but the viscosity of a gas. |
| Liquor Ratio | The ratio of water weight to fabric weight. Traditional dyeing is 10:1; Waterless is effectively 0:1. |
| Disperse Dyes | The specific synthetic dye class used in scCO2 systems, primarily for polyester. |
Standards for Verification: We assess impact using ISO 14046 (Water Footprint) and verify quality using the ISO 105 series for colorfastness. These frameworks align with UN SDG 6 (Clean Water) by eliminating toxic effluent.
💡 Key Insight: Never confuse “low-liquor ratio” with “waterless.” True waterless dyeing eliminates the need for effluent treatment plants entirely. For more on how we validate these claims, read our guide on eco-friendly fabric certification.
3.1 Supercritical Fluid Dyeing (scCO2): The Dominant ‘True Waterless’ Pathway
When we inspect the engineering behind “true waterless” claims, Supercritical CO2 (scCO2) stands out as the only technology that completely replaces water with a recoverable gas. This is not merely a tweak to the traditional process; it is a fundamental re-engineering of how chemistry meets fabric.
The Core Idea
Carbon dioxide is typically a gas. However, when we trap it in a pressure vessel and heat it above its critical point (31.1°C and 73.8 bar), it enters a supercritical state. In this state, CO2 develops a “split personality” that makes it the perfect solvent for hydrophobic fibers:
-
Density of a liquid: It dissolves dyes (specifically hydrophobic disperse dyes) effectively.
-
Viscosity of a gas: It maintains low surface tension, allowing it to slide through the tight molecular structure of synthetic fibers like polyester instantly.
We have observed this process in action: the CO2 acts like a “ghost solvent,” carrying the dye deep into the polymer chain without ever wetting the fabric.
Step-by-Step Process
The engineering cycle operates as a closed loop. Here is the sequence we trace during a production run:
-
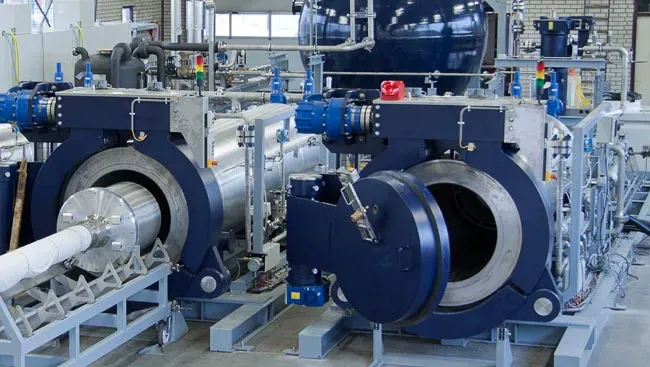
Load: Technicians wrap the fabric (usually polyester) onto a perforated beam and load it into the high-pressure autoclave.
-
Pressurize: The system pumps CO2 into the vessel. We typically see operating pressures rise to 250 bar (approx. 3,600 psi) to ensure maximum dye solubility.
-
Circulate: The supercritical CO2, now carrying the dissolved dye, circulates through the fabric beam from the inside out. This ensures even color distribution (levelness).
-
Diffuse: Because the polymer fibers swell under this pressure, the dye molecules anchor themselves permanently into the fiber matrix.
-
Recover: The vessel depressurizes. The CO2 returns to a gaseous state, losing its ability to hold the dye. The dye remains trapped in the fabric, while the clean CO2 is captured, condensed, and recycled (typically 95% recovery rate).
-
Unload: The fabric emerges dry. There is no drying stage required, cutting significant energy usage.
🧠 Expert Insight: This process is currently engineered specifically for Synthetics (Polyester). Natural fibers like cotton require reactive dyes, which do not dissolve easily in CO2 without complex chemical modifiers.
What Engineers Care About (Technical Checkpoints)
When we audit a facility running scCO2, we scrutinize three specific failure points:
-
Seal Integrity: At 250 bar, even a micro-leak drops efficiency and raises costs.
-
Oligomer Extraction: A side benefit of scCO2 is that it pulls impurities (oligomers) out of the polyester. We check the filtration system to ensure these do not redeposit on the fabric surface.
-
Energy Balance: While the process saves water, compressing gas requires electricity. We analyze the total energy profile to ensure the carbon footprint is actually lower than wet dyeing.
3.2 Air Dyeing Technology (Compressed Air / Pigment Transfer)
While scCO2 relies on high-pressure chemistry, Air Dyeing relies on kinetic energy and heat. This technology atomizes the dye and blasts it onto the fabric surface using heated air, eliminating the need for a water bath.
The Core Idea
The machine passes the fabric through a chamber where nozzles spray a dye-rich mist. High-velocity heated airflow drives this colorant into the fabric structure. Unlike the “soaking” method of wet dyeing, this mechanism resembles a high-precision spray tan for textiles.
Where It Fits Best
-
Synthetic/Natural Blends: Unlike scCO2, air technology handles blends (like Poly/Cotton) more effectively because it avoids the extreme pressures that might damage delicate natural fibers.
-
Speed: The process is continuous rather than batch-based. We see lead times drop significantly because the wash-and-dry cycle is virtually eliminated.
⚙️ Technical Detail: Air dyeing creates a unique visual texture. Because the dye is driven by air rather than diffusion, the color can be slightly more concentrated on the surface. For deep, saturation-heavy colors (like absolute black), we recommend requesting a crocking test to ensure the color doesn’t rub off.
3.3 Other Anhydrous or Near-Anhydrous Systems
Solution/Dope Dyeing (The “Carrot” Method)
This method offers the highest color fastness for synthetics. Instead of dyeing the yarn after it is spun, manufacturers add the pigment during the extrusion process.
-
Mechanism: Masterbatch color pellets mix with raw polyester chips. When melted and spun into yarn, the color becomes integral to the fiber—like a carrot (orange all the way through) rather than a radish (red only on the outside).
-
Limitation: Brands must commit to the color early. It requires high Minimum Order Quantities (MOQs) because cleaning the extruder between colors is costly and time-consuming.
Foam/Low-Liquor Approaches
We often see “Foam Dyeing” marketed as waterless. Technically, it is water-minimized. It uses air to create a foam (bubbles) that carries the dye.
-
The Math: Instead of a 1:10 liquor ratio (1kg fabric : 10L water), foam achieves ratios as low as 1:1.5.
-
Verdict: It represents a massive improvement in efficiency, but still requires wet finishing steps.
Digital Textile Printing
Digital printing (Direct-to-Fabric) uses inkjet technology to place microscopic droplets of ink.
-
Relevance: It is crucial for on-demand production. However, unless you use Dye Sublimation (a solid-to-gas transfer), direct printing on cotton usually requires a steam chamber and a wash cycle to “fix” the binder.
-
For LeelineWear’s activewear clients, we primarily utilize dye sublimation printing because it bonds molecularly with polyester without requiring a water wash.
3.4 Commercial Review Lens: Comparison Table
Buying waterless is not just about ethics; it is about matching the technology to your specific product lines. We use this matrix to guide sourcing decisions:
| Technology | Best For | MOQ Reality | CAPEX Profile | Water Profile | Fastness (Wash/Light) | Common Failure Modes |
|---|---|---|---|---|---|---|
| scCO2 | 100% Polyester Performance Gear | Medium (Batch limited) | High (Expensive Machinery) | Zero Process Water | Excellent (4-5/5) | Limited color matching on neon/brights |
| Air Dyeing | Blends & Home Textiles | Low/Medium | Medium | Low (Humidity only) | Good (3-4/5) | Surface abrasion (color rubbing off) |
| Dope Dyeing | Basic Black/Navy Leggings | High (1000kg+) | N/A (Yarn Sourcing) | Zero (at dye stage) | Superior (5/5) | Cannot change color mid-season |
| Digital Print | Complex Patterns/Teamwear | Micro (1 unit) | Low | Low to Medium | Very Good (4/5) | White grin-through on stretch fabrics |
| Wet Dyeing | Cotton T-Shirts (Baseline) | Variable | Low | High (Effluent heavy) | Good (3-4/5) | Batch-to-batch shade variation |
3.5 Durability & Quality: Which Standards to Reference
When a supplier claims “eco-friendly,” we stop listening to the pitch and start looking at the lab report. Waterless dyeing physically alters how color bonds to the fiber. You must verify that this bond holds up to real-world stress.
Include these standards in your Tech Pack:
-
ISO 105-B02 (Color Fastness to Artificial Light): Essential for outdoor activewear. scCO2 generally scores high here, but air-dyed fabrics must undergo testing to ensure the binder resists UV degradation.
-
ISO 105-C06 (Color Fastness to Domestic Washing): Verifies the dye does not bleed during home laundering.
-
ISO 105-E04 (Color Fastness to Perspiration): The “Athlete’s Test.” Some surface-dyed fabrics react poorly to the acidity of sweat. We require a minimum rating of Grade 4 for our sportswear lines.
-
Abrasion Resistance (Martindale): For air-dyed fabrics, surface wear can reveal the undyed fiber beneath. High-friction areas (inner thighs on leggings) are the first to fail if dye penetration is not deep enough.
3.6 Sourcing Workflow: How to Verify a ‘Waterless’ Claim

Greenwashing is rampant. “Sustainable Dyeing” often just translates to “we turned the tap down slightly.” Here is the checklist we use to audit factories:
-
Identify the Hardware: Ask for the machine make and model (e.g., DyeCoo, eDye). If the supplier cannot name the machine, they are likely outsourcing it or misrepresenting the process.
-
Audit the Location: Does the mill own the machine? Many suppliers show photos of a scCO2 machine but actually sub-contract to a standard wet dyehouse.
-
Request Logs: Ask for a date-stamped production log of a recent batch. Look at the cycle time. scCO2 cycles are distinctively shorter because they lack drying time.
-
The “Wet” Steps: Ask specifically: “What post-processing steps are wet?” Even waterless dyeing might be followed by a chemical softener bath. This ruins the “zero water” calculation if not accounted for.
-
Lab Verification: Never skip third-party testing (SGS/Intertek). A waterless claim does not exempt the fabric from Restricted Substance Lists (RSL).
[Link placeholder: ISO 14046 Water Footprint Standard Overview] [Link placeholder: UN SDG 6 - Clean Water and Sanitation Goals]
The Business Case: ROI of Anhydrous Production
Adopting waterless technology is not just an environmental decision; it is a procurement strategy to decouple your supply chain from resource scarcity and regulatory volatility. In our manufacturing experience, shifting to anhydrous methods transforms sustainability from a compliance cost into a competitive operational advantage.
Here is the measurable impact we observe on the factory floor.
1. Conserves ~100–150 Liters of Water Per Kg
Traditional jet dyeing consumes massive volumes of heated chemical baths. By switching to supercritical CO2 or air-dyeing systems, we eliminate the dye bath entirely. This saves 100–150 liters per kilogram of fabric processed compared to conventional methods.
The Math: For a brand producing 10,000 kg of fabric per month (approx. 35,000 leggings), this switch avoids 1.0–1.5 million liters of water usage monthly. That is the equivalent of two Olympic swimming pools saved from industrial contamination every 30 days.
⚠️ Sourcing Note: While the dyeing step is water-free, verify the pretreatment phase. Scouring (cleaning raw fabric) often still requires a light aqueous wash to remove knitting oils before dyeing.
[Link placeholder: credible textile wet processing water intensity study / industry report]
2. Eliminates Wastewater Compliance Risk
Conventional dyeing discharges effluent laden with salts and dyes, requiring expensive on-site Effluent Treatment Plants (ETP). Waterless systems operate in a closed loop, recovering ~95% of the CO2 or working fluids. This removes the need for heavy chemical auxiliaries and eliminates the risk of production shutdowns during environmental crackdowns—a critical stability factor in hubs like China. This directly supports UN SDG 6 (Clean Water) without disrupting output.
3. Shortens Production Cycles by 40%
The most energy-intensive bottleneck in any dye house is drying wet fabric. Anhydrous dyeing delivers fabric dry and ready for cutting. In our testing on LeelineWear’s performance polyester, this removed the drying phase entirely, reducing batch cycle times by 30–40%.
- Quality Upside: The precise digital control of CO2 prevents “batch-to-batch” shading issues common in polyester, significantly reducing rework rates.
4. Substantiates ESG Reporting (ISO Standards)
Vague “eco-friendly” marketing triggers greenwashing accusations. Waterless data allows you to map precise savings to ISO 14046 (Water Footprint) and ISO 14040/14044 (LCA) frameworks. Instead of estimates, you report exact metrics—e.g., “Zero liquid discharge per meter”—providing the data integrity required for eco-friendly fabric certifications on consumer-facing tags.
📉 Buyer’s Checklist: What to Ask Suppliers
Don’t accept generic promises. Demand these four data points before booking production:
-
Liters/kg Delta: “What is the specific water consumption of this line vs. your jet dye line?”
-
Energy Balance: “Does the elimination of drying offset the energy cost of pressurizing the system?”
-
Discharge Volume: “Confirm the wastewater m³/kg is near zero.”
-
Fastness Data: “Provide ISO 105 crocking test results to prove durability matches standard methods.”
5. Challenges & Limitations: The Reality Check

Waterless dyeing engineering is impressive, but commercial implementation is not a magic bullet. In our supply chain audits, we frequently encounter friction points that brands overlook during the “hype cycle.” Adopting this technology requires accepting specific constraints regarding cost, material compatibility, and sourcing logistics.
5.1 High Initial CAPEX (The Headline Barrier)
Supercritical CO2 (scCO2) systems operate as high-pressure chemical reactors (up to 250 bar), not standard dye vats. They require heavy-duty pressure vessels, advanced safety systems, and specialized maintenance teams.
-
The Maintenance Reality: A standard dye bath seal failure is a quick fix. An scCO2 seal failure requires a specialized engineer and halts production for days.
-
Procurement Impact: Few manufacturers can afford the $2M+ entry cost per machine.
-
🛡️ Mitigation: Do not attempt to buy the hardware. Rely on strategic supplier partnerships where the manufacturer amortizes the CAPEX across multiple client orders.
5.2 Fiber Limitations (The Polyester Bias)
-
Polyester is King: scCO2 technology relies on disperse dyes, which dissolve perfectly in pressurized CO2. It works flawlessly for synthetic sportswear.
-
Cotton is Complex: Natural fibers require reactive dyes that do not naturally dissolve in CO2. While some vendors claim compatibility, we found these solutions often fail standard rub fastness tests (ISO 105-X12). “Works in a demo” does not always equal “retail-ready.”
5.3 MOQ and Availability Constraints
With fewer than 300 industrial-scale scCO2 machines globally, capacity is scarce. Mills maximize efficiency by demanding High MOQs (often 3,000+ yards per color) to justify pressurizing the vessel.
-
The Risk: Small runs get deprioritized or rejected.
-
🛡️ Mitigation:
-
Capsule Collections: Launch with a limited color palette to meet batch requirements.
-
Dope Dyeing: Use dope-dyed yarns for core colors (black/navy) where consistency matters.
-
Digital Printing: For micro-runs (<500 units), we recommend sublimation printing as a low-water alternative.
-
5.4 Total Landed Cost vs. Site-Specific ROI
Finance teams often reject waterless proposals because the dyeing fee appears higher on the invoice. This view is incomplete. A true ROI calculation must include:
-
Amortization: Machine cost spread over output.
-
Energy Delta: High pressure vs. eliminated drying tunnels.
-
Avoided Cost: Zero wastewater treatment fees.
-
⚖️ The Trade-off: Waterless dyeing is most cost-competitive in regions with high water tariffs (like Coastal China). In regions with cheap water, it remains a premium service.
5.5 Claim Integrity (Avoid Greenwashing)
Marketing teams prefer absolute claims like “Zero Water,” but engineers define boundaries.
-
System Boundaries: The dyeing step may be waterless, but the scouring (cleaning) or bleaching stages often still use water.
-
Regulatory Warning: The FTC Green Guides penalize deceptive environmental claims.
-
⚠️ Critical Warning: Never claim “Waterless Production” if you only skipped one wet stage. Use precise language like “Anhydrous Dyeing Process” or document the exact water footprint per meter.
When to Skip Waterless Dyeing
If you need a high-urgency cotton program with specific Pantone matching and low MOQs (under 500 units), scCO2 is currently the wrong tool. In these cases, standard low-liquor ratio dyeing is faster and more reliable.
The Final Verdict: Adopting Anhydrous Technology
Waterless dyeing is no longer a theoretical concept; it is a commercial necessity for brands looking to decouple their growth from water scarcity and regulatory shutdowns.
Ultimately, “Waterless” is not a single machine—it is a portfolio of technologies. Supercritical CO2 is the gold standard for pure synthetics; Air Dyeing bridges the gap for blends; Dope Dyeing offers unbeatable efficiency for core basics; and Digital Textile Printing remains the agile choice for high-mix, low-volume orders.
Decision Guidance by Role
-
If you are a Sustainability Officer: Ignore the marketing brochures. Start by defining the System Boundary (machine vs. process) and request the specific liters/kg consumption data alongside third-party test reports.
-
If you are a Textile Engineer: Physics dictates performance. Do not assume wet-dyeing standards apply here. Run substrate-specific trials and lock in your ISO 105 series standards (specifically crocking and light fastness) before approving bulk production.
-
If you are a Brand Owner: Align your inventory strategy with the technology. If you cannot meet the high MOQs required for Dope Dyeing, utilize dye sublimation printing to test the market with lower risk.
Next Steps
The shift to waterless production requires a partner who understands both the engineering constraints and the commercial upside.
Ready to engineer a water-resilient supply chain? Discuss your fabric requirements and MOQs with our technical team today. Start Your Inquiry
Further Reading:
Anhydrous technology is a powerful tool for meeting UN SDG 6 (Clean Water) and SDG 12 (Responsible Consumption), but it works best when paired with clear measurement and honest engineering constraints.

Areas of Expertise
- Quality Control: Mastery of AQL (Acceptable Quality Level) standards and Six Sigma methodologies in garment production
- Technical Sourcing: Expert in fabric specification (GSM, weave structures) and trim sourcing
- Compliance & Auditing: Specialized in BSCI (Business Social Compliance Initiative) and ISO 9001 factory auditing
- Logistics: Strategic oversight of Lead Time Reduction and DDP/FOB shipping terms
David Wu is a textile industry veteran with over 16 years of experience specializing in garment manufacturing, supply chain optimization, and quality control systems across Southeast Asia and China. His career is defined by implementing rigorous AQL 2.5/4.0 inspection protocols for mid-to-large-scale private label brands. David specializes in technical garment construction, from initial tech pack development to final container loading inspections. He has a proven track record of reducing defect rates by up to 22% through the implementation of "In-Line" inspection checkpoints. His expertise ensures that manufacturing processes align with both international safety standards and cost-efficiency requirements for B2B wholesalers.