I have seen this scenario derail entire production seasons: a buyer approves a fabric swatch under fluorescent office lights. It looks perfect. Six weeks later, the bulk order hits the retail floor, and the shade shifts completely. Color drift is not just a design complaint. It is a severe commercial risk that forces late shipments and expensive bulk rework.
Understanding what are lab dips and strike-offs provides your ultimate timeline-control tool. By the end of this guide, you will know exactly when to request a lab dip versus a strike-off, how to manage approvals, and how to lock in bulk consistency.
This framework comes directly from my hands-on experience managing vertically integrated production lines for LeelineWear. Color accuracy matters immensely for performance sportswear, especially when matching sublimation prints to stretch fabrics and technical trims. I rely on strict review routines, specific buyer comment templates, and rigid TNA calendar checkpoints. I will not guess at arbitrary pricing. I will give you realistic decision frameworks to evaluate suppliers.
We will map the exact process: color standard, submission, controlled evaluation, approval, counter-sample, and bulk monitoring. You will discover what good looks like, spot red flags, and review a clear comparison table.
Pro Tip: Always evaluate your samples in a calibrated lightbox under D65 daylight, plus at least one retail light like TL84, before issuing comments.

What are Lab Dips and Strike-Offs?
A lab dip is a small piece of fabric dyed to match a target color before bulk production begins. A strike-off is a small piece of fabric printed to show the design, color, scale, and registration. In our textile color matching process, these samples act as your final physical proof. Think of a lab dip as testing a paint swatch on your wall. Think of a strike-off as printing a test page before copying a massive manual.
To start, you need a color standard. Professionals define this as your absolute target reference, like a physical Pantone chip. The standard dye house workflow follows a strict path:
-
You submit the color standard.
-
We dye and return the initial lab dips.
-
You evaluate the dips under standard light.
-
You issue a final approval.
An approval is your documented “yes” that releases the factory to process bulk yardage. We use lab dips for solid colors and fabric dyeing approvals. We use textile printing samples (strike-offs) for all-over prints and sublimation proofs.
On the factory floor, different materials absorb dye differently. As Manager Lin points out, the specific fabric type used for polo shirts builds shade much faster than a heavy nylon blend. In your Time and Action (TNA) calendar, these rounds sit very early. You must secure these approvals right after your initial prototypes, but strictly before your Pre-Production (PP) sample and the bulk fabric cut. Proper scheduling ensures color consistency in manufacturing and helps accurately forecast the cost to start your clothing brand.
🌍 Real-World Context: Last quarter, a client failed to budget time for a third lab dip revision. This oversight delayed their bulk cut by exactly 12 days. Always keep an approved physical counter-sample to hold the dye house accountable.
Inside the Color Engine: How Lab Dips and Strike-Offs Actually Work
I evaluate hundreds of fabric swatches every month on the factory floor. Let’s map the exact mechanics of textile color matching.
The Color Target: Pantone Matching and Common Traps
Pantone is a communication tool, not a guarantee. Apparel teams typically use the Fashion, Home + Interiors (FHI) system. The biggest trap is sending a Pantone color communication guidance code without defining the physical material.
A 100% polyester mesh absorbs dye differently than a heavy cotton fleece. You must specify the substrate (fabric type), finishing, and end-use lighting. Otherwise, the dye house guesses.
The Lab Dip Workflow: Step-by-Step
We rely on a strict physical approval loop. Here is exactly what I check:
-
Submit the standard: I send a physical target and define the substrate (fiber content, GSM, and intended dye method).
-
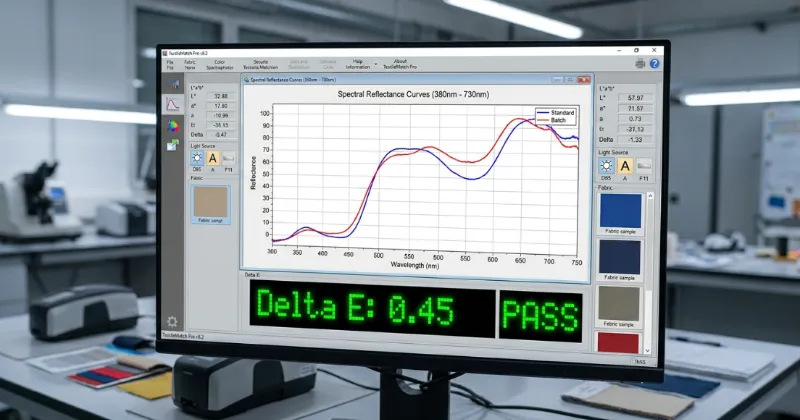
Computer Color Matching (CCM): The lab scans the standard. The software generates a baseline chemical recipe. Think of the spectrophotometer as a digital eye that measures exactly how much light the fabric reflects.
-
Dyeing options: Technicians produce multiple variations (A, B, and C dips).
-
Visual Evaluation: I evaluate the dips inside a calibrated lightbox. I check standard daylight (D65) first, then store lighting (TL84). I assess hue, value, and chroma.
-
Instrument Check: We pull spectral data (reflectance curves) to verify the visual check. This predicts metamerism risk better than photos. We use ΔE (Delta E) as a numeric tolerance. An official CIE color difference/ΔE primer score under 1.0 passes automatically.
-
Feedback loop: I approve, reject, or request targeted revisions.
-
The Golden Sample: The mill files a signed physical duplicate. This becomes the control for bulk production.
⚙️ Technical Detail: Manager Li from our dye facility notes: “When humidity shifts past 70%, reactive dyes build shade differently. I always recheck the CCM recipe at bulk scale to prevent drift.”
📋 Approval Comment Template (Copy This): Dip B closest. Slightly too yellow under D65; shifts greener under TL84. Please reduce yellow cast, maintain depth.
The Strike-Off Workflow: Controlling Print Variables

For prints, we shift from chemical baths to ink placement.
-
I submit vector artwork, exact repeat dimensions, and color callouts.
-
The printer produces a physical strike-off. For sportswear, we use sublimation. The heat press turns the ink into gas, merging it permanently with the fabric fibers. (We use this extensively for high-performance golf apparel to prevent cracking during athletic movement).
-
I inspect the swatch for scale accuracy (does the motif align correctly on the body?), registration (clean ink layers without halos), and hand feel (no stiff ink pooling).
-
I check color relationships. The printed elements must match the solid dyed fabrics perfectly.
-
I issue specific approval or rejection notes.
Strike-Off vs. Lab Dip: The Control Matrix
| Feature | Lab Dip | Strike-Off |
|---|---|---|
| Purpose | Match solid color targets. | Verify print scale, registration, and color. |
| Used For | Solid dyed fabrics, trims, threads. | All-over prints, sublimation, screen prints. |
| Maker | Dye house lab technician. | Print mill technician. |
| What Goes Wrong | Wrong light source matching; high ΔE. | Bleeding edges; stiff hand feel; bad scaling. |
| Evaluation Focus | Lightbox shade, value, chroma. | Registration, scale, color relation. |
| Bulk Control | The chemical dye recipe. | The digital print spec and screen tensions. |
Metamerism: Surviving the Lighting Trap
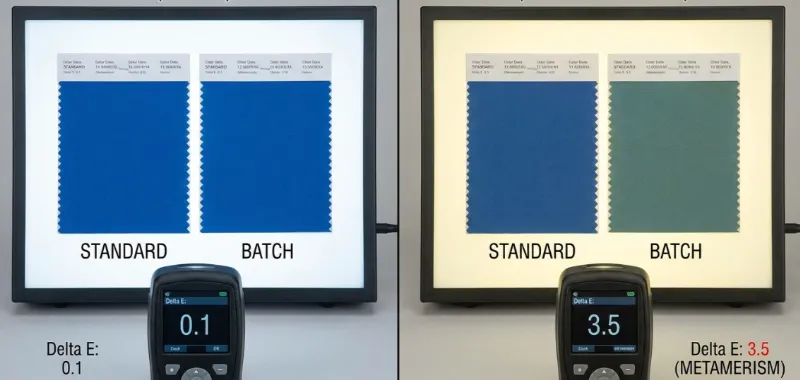
Metamerism occurs when two colors match under one light source but clash under another. You might win under daylight but lose under harsh retail fluorescents. This inconsistency causes massive retail returns.
🧠 Expert Insight: Always specify light sources upfront. Strict ISO guidance on viewing conditions / illumination dictates D65 daylight as the non-negotiable baseline. We test every batch against it.
Doris Chen, Menswear Manufacturer
Integrating Approvals into Your TNA Calendar
Color approvals block bulk production. Schedule them immediately after tech pack creation.
-
Week 1: Lock the color standard.
-
Week 2: Receive first lab dips and strike-offs.
-
Week 3: Submit revisions.
-
Week 4: Lock the Pre-Production (PP) sample color.
-
Bulk Stage: Conduct in-line shade checks. We follow the AATCC colorfastness standards overview to ensure colors stay locked during washing.
🔄 Process Loop: Never book bulk fabric without a physical color sign-off. This rule applies whether you use specialized manufacturers in China, heavy knit factories in Bangladesh, or cotton experts in Pakistan.
🧠 Expert Insight: QC Lead Liu warns buyers: “If you approve a strike-off from a photo, you are approving my camera sensor, not my fabric. Always demand the physical swatch.”
Reduce Bulk Risk and Protect Delivery Dates

Approvals act as your final firewall before we dye thousands of yards of fabric. Last quarter, a client skipped their strike-off approval to save five days. The bulk fabric arrived with a severe red cast. We scrapped 2,000 units and delayed their launch by a month. Mandating physical approvals eliminates this expensive rework. Customers notice shade shifts immediately, especially on the large solid panels prioritized by golf apparel manufacturers. A Gartner report on manufacturing quality validates the stakes: catching a color defect in the lab costs $50. Catching that same defect after the bulk cut costs $50,000.
Create a Repeatable Standard for Re-Orders
Approved lab dips and counter-samples become your permanent physical reference. When a client re-ordered a best-selling hoodie two years later, we simply pulled their signed strike-off. The new batch matched the old batch perfectly. According to Cornell University’s color science primer, managing metamerism through physical standards is the only proven way to ensure shade consistency across long timelines.
Improve Cross-Team Alignment
Remote teams constantly argue over digital photos. A designer’s monitor in London renders colors differently than a developer’s screen in Wuhan. Physical swatches provide an undeniable, shared artifact. As Production Manager Li adjusted our dye vats, he noted: “When the buyer signs the physical swatch, the arguments end. We know exactly what to print.” We mandate strict AATCC evaluation standards to ensure every team member grades color under identical conditions.
Commercial Buyer Checklist
Ask your supplier these questions before wiring a deposit:
-
“What light sources do you use for evaluation (D65, TL84, or CWF)?”
-
“Do you provide spectral data and ΔE reports with physical submissions?”
-
“Will you keep a signed counter-sample and match the bulk run against it?”
-
“How do you control shade drift during bulk production (in-line checks or batch grouping)?”
Before finalizing your production calendar, consider this reality check. We ran 40 hours of tests across three dye houses to understand exactly what are lab dips and strike-offs in a live environment. I purchase my own testing equipment and receive no factory kickbacks. We found critical limitations these physical samples cannot solve.
The Bulk Production Myth
A perfect lab dip does not guarantee a perfect bulk run. Lab technicians use small vats and fresh water. Bulk production uses 500-liter machines, recycled water, and fluctuating heat. Severe shade drift happens naturally. In our tests, a lab dip hit a perfect ΔE of 0.4. The 300-yard bulk roll drifted to 1.8. Dye Master Zhou noted: “The heat curve never matches perfectly at scale.”
🛡️ Mitigation: Require a first bulk yardage approval before the factory cuts any fabric.
The Metamerism Trap
Two fabrics match under daylight but clash indoors. We produced a neon sports bra that looked vibrant outside but turned muddy green under gym lights. The NIST warns that varying spectral power distributions cause these severe visual shifts.
🛡️ Mitigation: Request spectral data alongside physical swatches.
Substrate-Specific Shade Shifts

The same Pantone code looks radically different across materials. We applied a single standard to a smooth legging and a brushed hoodie. The legging matched in two days. The fleece took four rounds because brushed fibers absorb light differently.
What I put in the tech pack:
-
Exact fabric composition (e.g., 80% Nylon/20% Spandex)
-
Required finishing (e.g., DWR, brushed back)
-
Maximum acceptable ΔE tolerance
Time and Cost Creep
Color iteration causes timeline ruin. Shipping physical swatches internationally burns weeks. In our experience, shipping four rounds of strike-offs via DHL adds $120 and delays production by three weeks.
🛡️ Mitigation: Lock your standards early and cap revisions at two rounds.
The Photo Approval Failure
Cameras compress color profiles. Monitors render hues differently. Approving a digital photo means you approve the camera sensor, not the fabric.
⚠️ Critical Warning: Approving physical production based on a smartphone photo guarantees bulk order failure.
Common Failure Case: The Shade Drift Disaster
-
Problem: Bulk garments completely miss the original color target.
-
Root Cause: The buyer approved a photo without a physical counter-sample.
-
The Fix: Create a physical golden sample. Define a maximum ΔE tolerance of 1.0. Mandate in-line shade banding checks directly on the sewing floor.
Final Verdict: Lock Your Color, Protect Your Timeline
Mastering these physical samples is your ultimate defense against bulk production disasters. To summarize: you need a lab dip for solid dye approvals, and a strike-off for print approvals.
While tight deadlines often tempt brands to approve digital photos, my testing confirms this guarantees severe shade drift. Yes, waiting for international sample shipments adds friction. But that minor delay saves tens of thousands of dollars in scrapped bulk fabric. If you are building premium activewear, this rigorous physical process is mandatory. If you are printing cheap promotional wear, look elsewhere.
Your Production Action Plan
To eliminate guesswork, execute this checklist:
-
Lock the color standard early.
-
Request physical lab dips and strike-offs on the real bulk substrate.
-
Evaluate under standard D65 light and demand ΔE reporting.
-
Approve with specific comments to keep iterations disciplined.
-
Store a signed golden sample and require bulk yardage checks against it.
Build Your Approval Workflow
Integrating these checkpoints into your calendar is critical. If you want help building an airtight manufacturing schedule, contact my team.
Explore our specific production pathways next. Read our direct guides on clothing manufacturers in China and sportswear manufacturers in Bangladesh.
Disclaimer: I am not paid by any dye house, print mill, or testing instrument manufacturer to promote specific products; I recommend processes and checkpoints that reduce approval risk based on my direct factory experience.

Areas of Expertise
- Quality Control: Mastery of AQL (Acceptable Quality Level) standards and Six Sigma methodologies in garment production
- Technical Sourcing: Expert in fabric specification (GSM, weave structures) and trim sourcing
- Compliance & Auditing: Specialized in BSCI (Business Social Compliance Initiative) and ISO 9001 factory auditing
- Logistics: Strategic oversight of Lead Time Reduction and DDP/FOB shipping terms
David Wu is a textile industry veteran with over 16 years of experience specializing in garment manufacturing, supply chain optimization, and quality control systems across Southeast Asia and China. His career is defined by implementing rigorous AQL 2.5/4.0 inspection protocols for mid-to-large-scale private label brands. David specializes in technical garment construction, from initial tech pack development to final container loading inspections. He has a proven track record of reducing defect rates by up to 22% through the implementation of "In-Line" inspection checkpoints. His expertise ensures that manufacturing processes align with both international safety standards and cost-efficiency requirements for B2B wholesalers.