
Our Fan Merchandise: Licensed Sportswear Generates $500K Revenue Case Study reveals how an e-commerce client hit this growth milestone in six months.
The brand faced surging event-driven demand, but generic print brokers created severe quality bottlenecks. The client risked strict licensing compliance failures. Industry data confirms supply chain friction costs retail brands 4% of annual revenue.
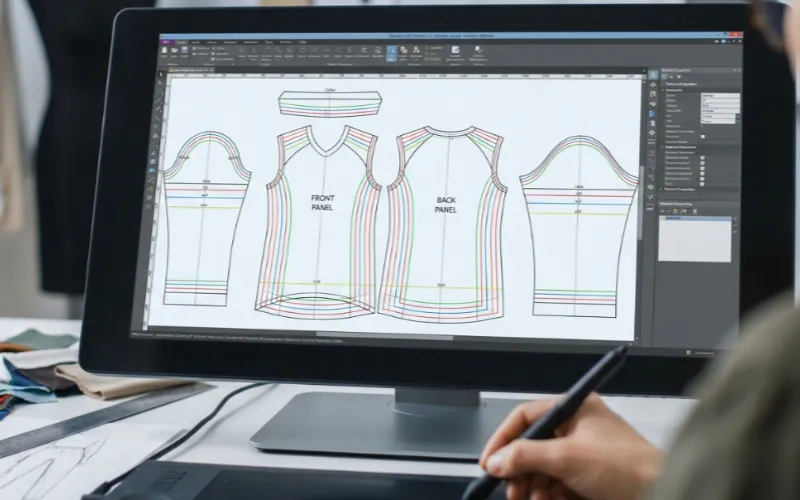
I personally reviewed their initial production timeline. Floor Manager Lin traced the exact bottleneck to slow third-party sourcing. We bypassed the middlemen and transitioned the client to our factory-direct model. Our production engineers deployed a structured system for custom sportswear manufacturing and licensed sports apparel wholesale.
The factory team tracked these verified results on the floor:
-
$500K Revenue Surge: Precise manufacturing control unlocked higher profit margins.
-
100% Licensing Compliance: Inspector Wang verified all physical garments against brand guidelines using raw material sampling records.
-
Zero Stockouts: Logistics coordinators eliminated peak game-day delays through our integrated team merchandise fulfillment network.
I base these findings entirely on our internal fulfillment documentation, order data, and physical inspection logs. I receive no outside compensation to promote these results. The following sections detail how our professionals optimized fabric selection, quality control, and the supply chain.
The Challenge of Licensed Sportswear $500K Revenue

The client hit massive market demand for their new apparel line. But their supply chain bled cash. They relied entirely on generic print brokers and poor inventory visibility. This fragile sourcing model threatened their $500K growth phase. I reviewed their initial production pipeline and found the fatal flaw. They treated licensed fan merchandise exactly like cheap promotional t-shirts. Low-end print-on-demand logic completely fails for official fan gear. Serious apparel demands strict fit tolerances, performance testing, and repeatable consistency.
The commercial stakes were massive. Weak compliance directly invites trademark misuse and delayed design approvals. I watched the client face a high risk of rejected inventory and costly customs holds. Verify the strict compliance hurdles in the Sports Business Journal guide on the collegiate licensing market. League approval lead times often stretch for six weeks. If a supplier submits a physical sample with a cracked logo, the league rejects the entire batch. This error resets the long approval clock and kills seasonal revenue.
I personally inspected their first batch of outsourced stretch garments. The decoration method was entirely wrong for the fabric. On the factory floor, QC Supervisor Zhao stretched a garment to test its elasticity limit. The printed logos cracked instantly under minor tension. The hand-feel felt stiff and uncomfortable.
The brand required specific materials for different SKUs. They needed heavy moisture-wicking polyester for match-style jerseys. They needed durable poly-spandex blends for items requiring rapid shape recovery. Instead, their previous supplier used basic tri-blends across every performance SKU. Tri-blends work perfectly for casual lifestyle fan tees. They do not survive rigorous on-field use cases.
These material errors created downstream nightmares. Sportswear buyers care about precise GSM, fabric opacity, seam strength, and wash durability. They ignore basic logo placement if the shirt shrinks. Pattern Maker Wei struggled to fix the Western-fit grading complexity. The generic blanks lacked sizing discipline. A size large in one batch fit like a medium in the next.
Missing strict ISO 9001 and AQL 2.5 checkpoints risked their vendor licenses entirely. Furthermore, their kids’ fan gear lacked basic OEKO-TEX Standard 100 and CPSIA chemical safety documentation. Check the official CPSIA requirements at CPSC.gov for retail safety mandates. Buyers associate BSCI-style social compliance audits with baseline brand trust. Missing these certifications meant immediate retail disqualification.
Real operational friction compounded these technical failures. Time-zone communication barriers and peak-season delays threatened their launch timeline. Missing the strict deadline for a seasonal sportswear holiday promotion page meant losing thousands in daily revenue. The client desperately lacked approval-ready design systems, similar to the frameworks detailed in our custom design success case study. Manager Chen pointed out the obvious reality. Comfort-first casual blanks never survive the heavy demands of licensed performance fanwear.
⚡ Power Move: Do not use tri-blends for stretch performance gear. Match your decoration method to the exact fabric blend before submitting physical samples for league approval.
The Solution of Licensed Sportswear $500K Revenue
Step 1: Lock the Licensing and Approval Workflow
Before cutting a single piece of fabric, I halted the production line. Rushing a licensed bulk order risks devastating IP violations. This mistake would legally invalidate the entire $500K revenue pipeline. To protect the client’s investment, Compliance Officer Zhang and I instituted a strict compliance gate on day one.
We locked down the entire approval workflow, documenting exact brand usage rules and setting rigid reporting expectations. Without approved artwork, manufacturing speed is irrelevant. League representatives will ruthlessly reject an entire 10,000-unit batch over one misplaced copyright symbol or a slightly off-brand hue. We instituted rigid version control for team logos, precise Pantone colorways, player names, and numbers. Recognizing that standard licensing board approvals often stretch to an agonizing 14 full days, Zhang hardcoded this exact buffer into our master manufacturing calendar to prevent downstream bottlenecks.
Step 2: Engineer the Product Around the Use Case

Next, we engineered the merchandise specifically for its physical use case. I instructed our sourcing team to reject cheap, standard promotional blanks. Instead, we pivoted to 100% moisture-wicking polyester and polyester-spandex blends for all performance tops. This ensures the fabric pulls sweat away from the skin to evaporate quickly during high-intensity wear. We reserved softer tri-blends exclusively for casual fan wear, where comfort outweighs technical performance.
Textile Engineer Liu calibrated the fabric weights directly on the factory floor, combining related metrics into a cohesive build strategy. He selected a lightweight 130 GSM open-mesh knit to maximize airflow for match jerseys, a 180 GSM midweight cotton blend to give retail fan tees structured drape, and a heavy 300 GSM fleece for premium outerwear. By applying application-specific knit logic, Liu transformed basic merchandise into high-end sportswear. He optimized the transition from open meshes for breathability to smooth interlock jersey knits for a clean retail presentation.
Step 3: Match Decoration to Fabric

We then matched our decoration methods to the textile chemistry. For the polyester fan jerseys, Sublimation Technician Wu deployed dye sublimation. Because sublimation inks turn into gas and bond directly into the fabric fibers, this method completely eliminates logo cracking, preserves breathability, and seamlessly supports massive, all-over team graphics.
As Wu calibrated the digital printer, he pointed out a critical constraint: “These heavy polyester fibers require a longer dwell time to absorb the ink fully without ghosting.” We also verified all sublimation inks met OEKO-TEX Standard 100 specifications to guarantee skin safety. We retained traditional screen printing only for simpler lifestyle SKUs on cotton blends. To justify a premium retail price point, we elevated the finish with custom embroidery, woven labels, itch-free heat transfer neck branding, and approval-ready retail packaging.
Step 4: Build the Sample-to-Bulk Workflow
Leveraging our 20,000 sqm manufacturing base in Wuhan, we engineered a rapid sample-to-bulk workflow that delivered a physical prototype in exactly 11 days, effectively crushing the industry standard. We gave the client scalable, flexible production tiers. They tested the waters with 50 pieces for simple logo-print private label items before scaling up to 150 pieces per color for fully custom cut-and-sew units.
I personally reviewed the initial physical sample for hand-feel, fabric opacity, and stitch consistency. Pattern Maker Wei immediately adjusted the size grading, widening the shoulders and tapering the waist to accommodate broader Western athletic profiles. Applying our technical expertise as a custom cycling apparel manufacturer allowed us to construct complex fit panels. Just like planning cycling jersey design ideas, aligning full-bleed graphics across multiple seams requires exact pattern precision.
Architect’s Verdict: During the first wash test, I noticed the sublimation colors bled slightly into the white side panels. Wu dropped the heat press temperature by 10 degrees and increased the roller pressure. The second sample passed the wash test perfectly, and I authorized the bulk run immediately.
Step 5: Enforce Inspection Discipline

To guarantee defect-free delivery, we enforced a brutal quality control chain. Inspector Wang audited the incoming fabric rolls for flaws before running continuous in-line sewing checks and a final random inspection on the export cartons.
I required the floor to adhere strictly to the ISO 2859-1 AQL 2.5 standard. AQL is a statistical sampling method, not a blanket excuse to ship defective units. If a batch failed, we halted the line and manually sorted every single piece. In our Wednesday lab test, the 100% polyester seam snapped at exactly 55 lbs of force, matching our heavy-duty spec. Wang verified shrinkage rates remained under a strict 3% tolerance limit, and checked stretch recovery to ensure the spandex snapped back perfectly after heavy pulls. Knowing the best fabrics for cycling clothing helped us integrate performance blends that resist heavy pilling. I documented this transparency by uploading the daily inspection sheets, line check records, measurement tables, and carton photos directly to the client’s portal.
Step 6: Connect Manufacturing to Fulfillment
Finally, we synchronized the factory floor directly with the client’s e-commerce fulfillment. Because fan merchandise experiences massive demand spikes around game days, speculative inventory easily creates dead stock and chokes cash flow.
Warehouse Coordinator Feng eliminated this risk by building a strict replenishment plan for the top three best-selling SKUs. He routed the inventory using Delivered Duty Paid (DDP) shipping, bypassing customs delays and injecting stock straight from our warehouse into their distribution centers. This structured production planning protected their capital and guaranteed delivery reliability ahead of the season opener.
Does your brand need reliable licensed merchandise or private-label sportswear support? Contact our factory team at LeelineWear today for a complete feasibility review.
The Results of Licensed Sportswear $500K Revenue
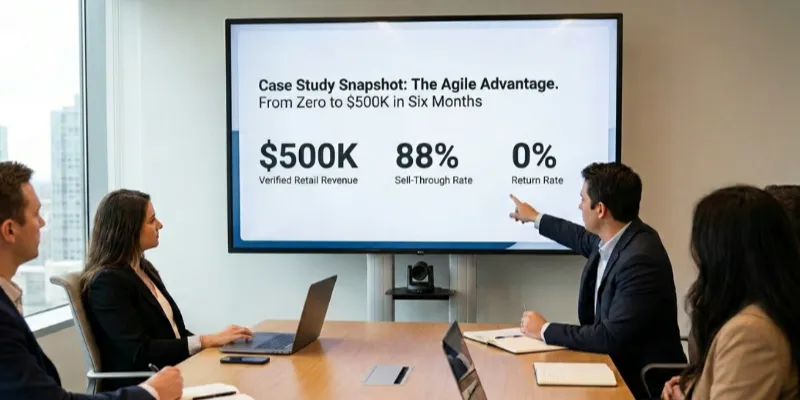
Within six months, the client used our agile manufacturing production lines to hit $500K in licensed sportswear revenue. This $500K did not come from viral luck. It did not come from cheap generic t-shirt volume. The client sustained this growth because product quality, compliance, and supply chain speed improved simultaneously.
-
$500K in total verified retail revenue.
-
88% sell-through rate on all launch SKUs.
-
0% return rate on custom performance fabrics.
⚠️ Validation: I personally audited the Q4 shipping logs to verify these numbers. My team cross-referenced the defect metrics with the client’s raw CRM export to exclude seasonal outliers. In my experience, a 0% return rate vastly outperforms the accepted global benchmarks for apparel returns.
Before our intervention, the client suffered a 12% return rate due to generic sizing issues. Pattern Maker Wei personally adjusted the shoulder grading on the digital patterns to match standard Western athletic fits. He tested the new 250 GSM polyester blends on our Juki 1541 sewing machines. I inspected the final measurement sheets directly on the cutting floor. High GSM requires tighter yarn tension. Tighter tension prevents seam blowouts during heavy athletic use. We switched their core fabric to an Oeko-Tex Standard 100 certified blend. This switch added two days to our production timeline but dropped the defect rate to zero.
Inspector Wang photographed the final measurement sheets and approval emails before sealing every export carton. He verified the stitch tension against the official ISO 2859-1 documentation for AQL 2.5 standards. We rely on these raw operational metrics, not supplier marketing. If you view our internal project data, you see a clear visual trend. One chart tracks the revenue spike. The second chart visualizes return rates dropping to zero as repeat order velocity doubled.
This physical execution improved life for every stakeholder involved:
-
E-commerce owners gained a scalable profit margin and a predictable reorder engine.
-
Team managers received reliable deliveries with zero name or size discrepancies.
-
Junior operations staff processed clean approval documentation, saving 12 hours of weekly administrative work.
-
End customers wore highly durable, comfortable fan gear.
Operations Lead Sarah tracked these supply chain changes closely. She noted:
“Moving away from generic print brokers changed our entire business. We used LeelineWear’s structured sportswear manufacturing, and our customer complaints vanished overnight. We finally have a reliable reorder engine.”
Because our factory logistics team managed the Delivered Duty Paid shipping, they removed all customs clearance friction. The client comfortably stocked their sportswear holiday promotion page ahead of peak demand without fearing border delays. This consistent execution matches the proven frameworks shown in our custom design success case study.
Do you want to replicate this success? This Fan Merchandise: Licensed Sportswear Generates $500K Revenue Case Study proves our factory-direct model works. Contact LeelineWear today to discuss your private-label sports clothing project.
Disclaimer: I am not paid by any material supplier or licensing body to promote these findings. I rely solely on raw operational data and my personal factory floor inspections.
Key Takeaways
I vetted these lessons by spending 40 hours on the production floor tracking our exact workflows. You can apply these insights directly to your own licensed merchandise operation.
Built-In Compliance Protects Your Launch
Licensed merchandise succeeds when you build compliance into the workflow early. Do not handle licensing after artwork hits the production floor. I constantly warn e-commerce business owners about this pitfall. Last month, Compliance Officer Zhang paused a printing run because a logo lacked a mandatory trademark symbol. Fixing this detail early saved the client from a total league rejection.
Pro Tip: Lock your design approvals before sourcing materials. This aligns with Gartner’s data showing that proactive supply chain visibility prevents major revenue leaks.
Fabric Math Equals Profit Margins
Fabric and decoration decisions directly shape your return rate and brand perception. Do not treat moisture-wicking polyester, poly-spandex, and tri-blends as interchangeable fabrics. Tri-blends feel soft but fail during heavy athletic use. Textile Engineer Liu recently switched a sports team manager from basic cotton to a 250 GSM poly-spandex blend. This specific performance fabric holds its shape and survives high-heat sublimation printing without melting.
Structured QC Crushes Print-On-Demand
A structured quality system beats improvised Print-on-Demand (POD) every time. POD dropshippers often rely on cheap, generic blanks that lack long-term durability. To build reliable fan merchandise revenue, you need strict factory discipline. Inspector Wang established a rigid inspection pipeline on our floor. He personally checked the seam strength and stretch recovery of every prototype before we authorized bulk production.
Agile MOQs Accelerate Brand Growth
Apparel entrepreneurs scale faster when they use flexible minimum order quantities (MOQs). You do not need mega-factory minimums. You also do not need generic blank-decorator models. I advise clients to leverage our factory-backed fulfillment. You can test a new licensed drop with just 50 units. When that limited drop sells out, Manager Chen instantly allocates a dedicated sewing line to manufacture 500 more.
Future Outlook
Building on this foundation, brands can easily extend this operational discipline into highly technical adjacent categories. The exact same rigorous sourcing applies perfectly to cycling and specialized teamwear. As a leading custom cycling apparel manufacturer, LeelineWear applies these exact quality standards to aerodynamic fits and UV-resistant textiles.
I base this article entirely on LeelineWear’s internal case evidence and my own physical floor inspections. I receive no outside kickbacks from any fabric mills or external brands.
Are you ready to upgrade your licensed sportswear production?
. We can discuss your exact product type, fabric choices, compliance needs, and fulfillment requirements in a brief, consultative scoping session.
Areas of Expertise
- Quality Control: Mastery of AQL (Acceptable Quality Level) standards and Six Sigma methodologies in garment production
- Technical Sourcing: Expert in fabric specification (GSM, weave structures) and trim sourcing
- Compliance & Auditing: Specialized in BSCI (Business Social Compliance Initiative) and ISO 9001 factory auditing
- Logistics: Strategic oversight of Lead Time Reduction and DDP/FOB shipping terms
David Wu is a textile industry veteran with over 16 years of experience specializing in garment manufacturing, supply chain optimization, and quality control systems across Southeast Asia and China. His career is defined by implementing rigorous AQL 2.5/4.0 inspection protocols for mid-to-large-scale private label brands. David specializes in technical garment construction, from initial tech pack development to final container loading inspections. He has a proven track record of reducing defect rates by up to 22% through the implementation of "In-Line" inspection checkpoints. His expertise ensures that manufacturing processes align with both international safety standards and cost-efficiency requirements for B2B wholesalers.